136-5017-5067

亚美特 YAMETER
电话:136-5017-5067
网站:www.yameter.cn

BOMCAN WIRE HARNESS PROCESSING FLOW
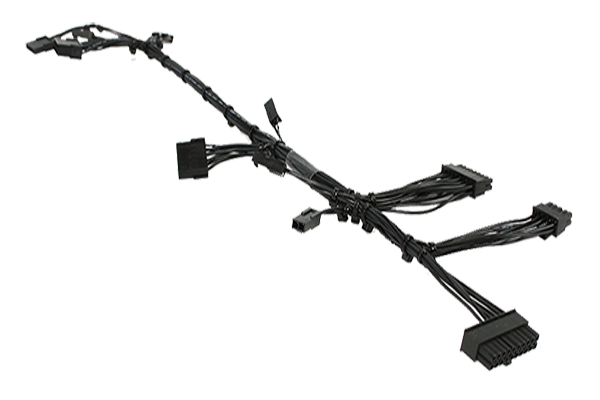
Bomcan Wire Harness mainly customizes and processes various specifications of terminal wiring harness and pre-molded cables for customers.
Wire harness processing will have a certain process flow. Only by strictly implementing standardized processes and controlling quality in each link can we ensure that the quality of the produced products meets the standards.
The wiring harness processing flow is as follows:
1. Creating engineering drawings: When receiving a customer order, the first step is to request the customer to present the product's engineering drawings; If the customer is unable to provide the engineering drawings, they should provide the corresponding materials and product specifications. Zhongzhen will then produce the corresponding engineering drawings and make samples based on the information provided by the customer. Once both parties confirm OK, the next step can be taken. The engineering drawing process may seem simple, but it is related to the quality of the product. Production personnel use the working drawing as a standard for production.
2. Incoming inspection: When purchasing relevant materials, wire harness processing plants generally require relevant suppliers to provide corresponding environmental certifications for the materials. When materials arrive at the company, they must undergo environmental testing and meet RoSH&REACH, CCC, UL, VDE and other certifications. Only those who meet the standards can proceed with production and processing, and those who do not meet the standards are not allowed to enter the production line. Once all the materials are ready, our processing officially begins.
3. Wire cutting: Using automatic wire cutting equipment, adjust the length according to the characteristics of different electronic wires, and ensure that the tolerance range is within ± 1mm. During wire cutting, the equipment must not cause damage to the wires.
4. Stripping: According to the specifications of the connecting terminals and rubber shell in the material, strip off the insulation outer cover of the specified length. The stripping length tolerance is required to be between ± 1mm, and the stripping should be neat and smooth, without being crushed or damaged.
5. Twisted wire: The stripped conductor core wire is processed according to the interface size of the terminal, referring to the engineering drawing, to ensure that the conductor is tight and not loose
6. Tin plating: Tightly fasten the twisted wire link for easy crimping of terminals, requiring uniform tin plating thickness and no adhesion to the rubber.
7. Riveted terminals: The wire, terminal, and plug are riveted to meet the required tension and riveting standards.
8. Assembly: Assemble the rubber shell and terminal, requiring qualified adhesion, no detachment, and passing the torque test.
9. Testing: Conduct a wire harness continuity test, which requires no defects such as short circuits or assembly errors.
10. Packaging: Packaging according to customer requirements.
Due to the development of technology and improvement of automation equipment, automated equipment that integrates cutting, peeling, tin plating, and riveting has emerged in the market, with extremely high precision. Currently, Bomcan wire harness has been introduced into human-machine, automation, and intelligence, greatly improving the product qualification rate and response speed.
The process flow of wire harness manufacturers is interrelated, and any error in any link can lead to product defects.
Bomcan has 15 years of experience in wire harness assembly and processing